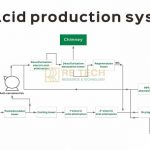
Acid Production System
We recommend the combination of ionic liquid desulfurization and industrial sulfuric acid process to treat the lead smelting flue gas to meet the standard emission and produce industrial sulfuric acid.
Side-blown furnace flue gas purification: adopt adiabatic evaporation dilute acid cooling process, side-blown furnace flue gas purification into the automatic gas separation system to automatically adjust the amount of gas to be divided, 50% of the flue gas into the composite amine SO2 capture desulfurization system, 50% of the flue gas into one-turn one-suction acid production system
RE TECH – the name that is synonymous with innovation, excellence, and sustainability in the field of metallurgy and recycling!
Introduction of Main System
Flue gas purifying system
The flue gas from the side-blown furnace electric dust collector, enters the high efficiency scrubber, contact with the spray liquid to cool down, remove most of the mineral dust and other impurities, enter the packed scrubber tower, the packed scrubber tower to spray liquid scrubbing further dust removal, the temperature is reduced again, the flue gas after the second scrubbing into the automatic gas separation system, 50% of the flue gas into the composite amine SO2 capture desulfurization system, 50% of the flue gas into the flue gas cooling tower, cooling tower to spray liquid scrubbing further dust removal to cool down, then into the two-stage electric mist eliminator to remove acid mist and other impurities before entering the next step of dry suction section.
Dry suction process
The flue gas from the flue gas purification system of the side-blown furnace and the pure SO2 from the SO2 capture desulfurization system of the compound amine are mixed into the drying tower, sprayed with 93% sulfuric acid to dry the water down to 0.1g/Nm3, and then into the SO2 blower of the conversion section. After absorbing the water, the sulfuric acid flows into the circulation tank, and the concentration is maintained by the 98% sulfuric acid flowing from the absorption tower circulation system, which is sent to the acid cooler of the drying tower by the circulating acid pump, and then cooled down and sprayed into the drying tower. The increased 93% sulfuric acid flows into the absorption tower circulation tank.
The primary conversion gas from the conversion section enters the absorption tower, and the sulfuric acid flows into the circulation tank after absorbing the increased concentration of SO3. The 93% sulphuric acid that flows into the circulation system of the drying tower is added with water to maintain its concentration and sent to the acid cooler of the absorption tower through the circulating acid pump to cool down and then to the absorption tower spray. Part of the additional 98% sulfuric acid is sent to the drying tower recirculation tank and part of it is sent to the acid storage tank as finished acid.
The primary conversion gas is absorbed by SO3 in the absorption tower and sent to the compound amine SO2 capture desulfurization system after removing acid mist and acid foam by the fiber mist eliminator at the top of the tower.
Converting Process
The flue gas with SO2 concentration of about 5.5% from the drying tower of the dry suction section is boosted by the SO2 blower, heat exchanged by the third heat exchanger, the second heat exchanger and the first heat exchanger shell side and tube side SO3 gas, and is heated by the electric heating furnace, and the temperature is raised to 420~430℃ before entering the converter for the first conversion.
After three stages of catalyst reaction, the conversion rate is 95%; the primary conversion gas is cooled down by heat exchange and then put into the dry absorption section absorption tower for absorption. The gas heat exchange equipment is scaled tube high efficiency heat exchanger.
In order to regulate the inlet temperature of the catalyst layer in each section, necessary sub-lines and valves are set. For the converter start-up heating, an electric heating furnace is set up at the inlet of the conversion section. After this conversion process (high quality vanadium catalyst must be used), the conversion rate can be stabilized at 95% for a long time, and the SO2 concentration in the exhaust gas is around 0.27%
Desulfurization Process
The flue gas into the desulfurization tower are from the side-blown furnace flue gas purification system and one-turn one-suction system of industrial sulfuric acid tail gas. The flue gas firstly enters the desulfurization electric mist removal and then enters the lower part of the absorption tower, in which it comes into contact with the desulfurization poor liquid counter-current multi-stage spraying from the upper part of the absorption tower, and the SO2 in the gas is absorbed by the SO2 trapping reaction with compound amine.
The solution after SO2 absorption is called rich liquid, which is pressurized by rich liquid pump from the absorption tower and then enters the poor-rich liquid heat exchanger, which is regenerated by heat exchange with the hot poor liquid and then enters the regeneration tower. The rich liquid passes through two packing stages in the regeneration tower and then enters the reboiler, which continues to be heated and regenerated into the poor liquid. The poor liquid from the bottom of the regeneration tower is initially cooled down by the poor-rich liquid heat exchanger, pressurized by the poor liquid pump, then cooled down by the poor liquid cooler and sent to the upper part of the absorption tower to reabsorb SO2.
The SO2 resolved from the regeneration tower is led out from the top of the regeneration tower with the steam and goes to the condenser and then to the separator. After separating out the water, the SO2 gas is sent to the industrial acid production system.
The condensate is sent back to the top of the regeneration tower by the reflux liquid pump to maintain the water balance of the system.
A reboiler is set at the bottom of the regeneration tower, and steam is used to indirectly heat the solution at the bottom of the tower to ensure that the temperature at the bottom of the tower is around 105~110℃ to maintain the solution regeneration. Solution purification system.
The flue gas contains various impurities such as dust and acid mist, which will accumulate in the ionic liquid; a solution purification system needs to be set up to remove these impurities to below a certain value in order to ensure the long-term stable operation of the device.
We can answer all your questions about metal recycling, lead recycling and lead refining. Don’t miss out and contact us for answers!