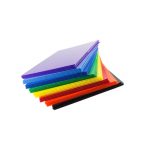
How To Use Corrugated Plastic Dividers
Corrugated Plastic Dividers uses raw materials according to the number of plastic products used at one time. The hopper is added to the barrel of the injection molding machine, and the rotating screw pushes the raw materials forward, while the raw materials receive heating outside the barrel.
Because the raw material in the barrel is heated and heated, it is also compressed due to the gradual reduction of the screw thread volume, and the continuous rotation of the screw thread causes the friction between the material and the material and the barrel to move forward. Conditioning makes the raw material gradually be plasticized into a molten state while being pushed forward. The melting material to the front end of the screw produces a reverse screw thread pushing force due to the resistance of the nozzle. As the screw advances the amount of the melt material increases, the resulting melt reverse pressure also gradually increases. When this reverse pressure When it is greater than the thrust and friction resistance of the cylinder piston to the screw, the screw begins to retreat, and at the same time the hopper starts to feed and meter. The retreat distance of the screw is determined by the amount of injection material of the one-time molding injection product and is controlled by the stroke limit switch adjusted before production. After the retreating screw touches the travel switch, it stops rotating and retreats to complete a pre-plasticizing raw material program.
After the pressure holding, cooling and shaping reach the preset time, the solid molding of the product is completed. The injection seat is pulled back by the piston of the oil cylinder, and the second pre-plasticization of the screw starts, the forming mold is opened, and the product is ejected out of the cavity to complete the entire injection molding process of the plastic hollow plate.
After the clamping part completes the clamping action, the injection seat is pushed forward by the cylinder piston until the nozzle is close to the bushing port; then the injection cylinder piston pushes the screw to move forward quickly, according to the pressure and flow speed required for the melt to enter the forming mold, Inject the melt into the cavity of the forming mold. In order to prevent the melt from filling the mold cavity from returning and replenish the melt shrinkage before the melt is cooled and solidified in time, the injection nozzle is still close to the bushing mouth and maintains a certain pressure. This process is called Hold pressure, reduce temperature and shape.
Through the above introduction, Corrugated Plastic Bin Manufacturers hopes that you can simply refer to the content of this article in future use.