Process Characteristics of Cold-formed Steel Processed by Cold Roll Forming Machine
Cold-formed steel is different from hot-rolled steel in that it is formed by bending in a cold state and without reducing the cross-sectional area.
1. Classification of cold-formed steel processing technology of cold roll forming machine
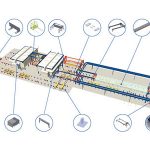
The roll forming process of cold-formed steel can be divided into four types, namely single-piece forming process, coil forming process, continuous forming process, and combined processing process. On the cold roll forming machine unit in industrial production, any process is divided into three stages: the blank preparation stage before forming, the forming processing stage, and the finished product finishing stage.
2. Different forming process characteristics of cold roll forming machine
The blanks entering the cold roll forming machine are sheets cut to a fixed length, and the formed cold-formed steels can be collected and bundled out of the factory without shearing.
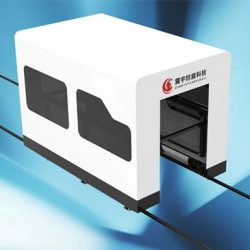
Compared with the continuous process, this process has a higher forming speed, which can reach 180-220m/min, but the required forming tools are more complicated, and the geometric shape and dimensional accuracy of the product are poor. The equipment of the single-piece roll-type cold forming unit is simple and the investment is less.
The coil forming process is the same as the continuous forming process, the difference is that the tail of the previous roll of the strip is cut and butt welded with the head of the next roll of the strip during continuous forming so that the blank strip continuously enters the cold roll forming machine for forming. The bending machine is used for forming; when the coil is formed, the head and tail of the coil are not welded, and a single-coil is fed and formed. The product quality of these two processes is better than that of the single-piece molding process. However, the equipment is more complex, generally equipped with cutting shears and butt welding machines, and sometimes loopers to ensure continuous operation. These two processes require fewer bending holes, and the forming speed is related to the cutting equipment behind the cold bending forming unit and the cutting speed of the equipment, generally 30-90M/min, and some cold roll forming machine units reach 100-250m/min.
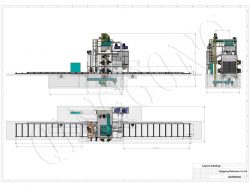
The combined machining process is used to process cold-formed steel with specific requirements, such as high-strength cold-formed steel, closed-end welded steel, heat-treated cold-formed steel, periodically corrugated plate, punched cold-formed steel, etc. The equipment of the combined processing cold forming unit is complex, including a straight seam welder, butt welder, press, roll punching machine, roll grooving machine, coating machine, shearing machine, and heat treatment equipment.