The advantages of MBR
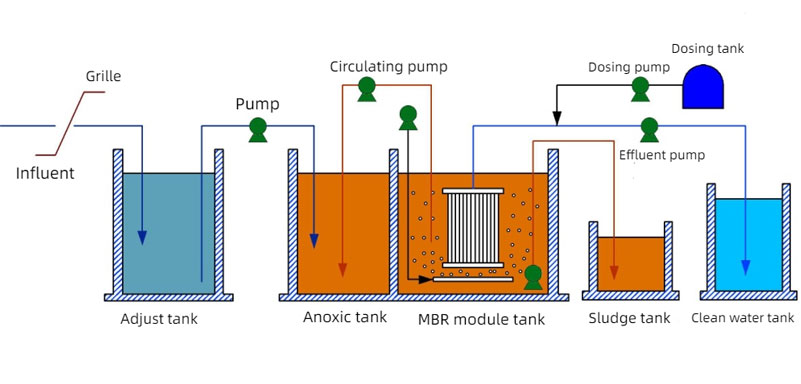
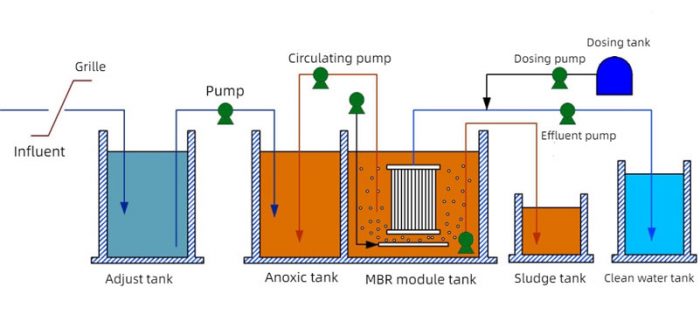
Membrane bioreactor (Bioreactor) short for MBR: refers to a new type of wastewater treatment process which combines biological reaction with membrane separation. This technology uses membranes as a separation medium to achieve getting water instead of conventional gravity sedimentation, and it can change the reaction process and improve the reaction efficiency.
Our company applies the MBR process in a large number of new construction and renovation projects to solve a large number of customers’ urgent problems. The main troubles involved are:
1. Due to the shortage of land for new sewage facilities, conventional technology cannot be rationally arranged.
2. Conventional process management is difficult and the power equipment is scattered.
3. Due to the regional restrictions, and the simple original process, the old sewage plant cannot meet the current discharge requirements.
4. Hydraulic changes, resulting in highly suspended solids in the effluent, affect the subsequent disinfection process.
5. Poor process resistance load, large fluctuation of operation, high risk of exceeding the standard.
Main advantages of MBR compared with traditional biological processes:
>High quality and stable effluent — the efficient separation effect of the membrane are far better than that of the conventional sedimentation tank, the effluent is extremely clear, and the suspended solid and turbidity are close to zero.
>Treatment efficiency improvement — microorganisms are completely trapped in the reactor, the system maintains a high concentration of microorganisms, improves the volume load, improves the pollutant removal efficiency, and has a strong tolerance to withstand the impact load.
>Enhanced nitrification capacity — microorganisms are completely trapped in the reactor, which is conducive to the growth of nitrifying bacteria with a long generation cycle and high nitrification efficiency.
>Enhance biochemical reaction — prolong the residence time of refractory organic matter in the system, microorganisms are completely trapped in the reactor which can improve biological diversity, conducive to the preservation of specific strains, increase the possibility of refractory organic matter being degraded, improve the degradation rate of refractory organic matter.
>Sludge production reduction can operate under high volume and low sludge loads. The biological reaction is in the endogenous respiration period, the surplus sludge production is low, and the sludge treatment cost is reduced.
>Integrated operation and easy management — hydraulic retention time (HRT) and sludge retention time (SRT) are completely separated for operation. Operation control is more flexible and stable, easy to realize automatic control.