What is Die Forging?
Many people don’t know what die forging is. Die forging refers to a forging method that uses a special die forging equipment to make a blank to form a forging piece with a die. The forgings produced by this method have precise dimensions, small processing surplus, and complex structures.
According to the different types of equipment used: hammer die forging, crank press die forging, die forging on horizontal forging machine and die forging on friction press, etc.
The most commonly used equipment for hammer die forging is steam-air die forging hammer, non-anvil hammer and high-speed hammer.
Die forging can also be divided into two categories according to its functions: die forging die cavity and blanking impression or blank molding die cavity.
1. Die forging die cavity
(1) Pre-forging die cavity. The function of the pre-forging die cavity is to deform the blank to let it be close to the shape and size of the forging, so that during the final forging, the metal can easily fill the die cavity to obtain the required size of the forging. For simple forgings or when the batch is not large, the pre-forging die cavity may not be set up. The Rounded corners and gradients of the pre-forging die cavity are much larger than those of the final forging die cavity, and there is no flash groove.
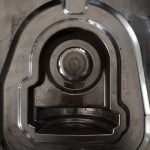
(2) Final forging die cavity. The function of the final forging die cavity is to finally deform the blank to the required shape and size required by the forged components. So its shape should be the same as that of the forging; however, because the forging will shrink when cooling, the size of the final forging die cavity should be larger than that of the forging by a shrinkage amount. The shrinkage of steel forgings is 1.5%. In addition, there are flash grooves along the periphery of the mold cavity to increase the resistance of metal flowing out of the die cavity, thus to promote the metal to fill the mold cavity, and at the same time to accommodate the excess metal.
2. Blanking impression
For forgings with complex shapes, in order to make the shape of the blank basically conform to the shape of the forgings, so that the metal can be reasonably distributed and fill the cavity well, it is necessary to make the blank in the die cavity in advance.
(1) drawing impression. It is used to reduce the cross-sectional area of a certain part of the blank to increase the length of the part. The drawing bore is divided into two types: open type and closed type.
(2) Rolling cavity. It is used to reduce the cross-sectional area of a part of the blank to increase the cross-sectional area of another part, so that the metal is distributed according to the shape of the forging. Rolling cavity The rolling cavity is divided into open die and closed die forging
(3) Bending cavity. For bent rod forgings, a bending die cavity is used to bend the blank.
(4) Cut-off die cavity. It forms a pair of knife edges at the corners of the upper cavity and the lower cavity to cut the metal.
Advantages of die forging:
It has higher production efficiency. During die forging process, the deformation of the metal is carried out in the die cavity, so the required shape can be obtained quickly;
It can forge complex forgings, and the metal streamline distribution is more reasonable,which will improve the service life of the parts; The size of the die forgings is more accurate, with better surface quality and small processing surplus;
It can saves metal materials and reduces the workload of cutting processing; under the condition of sufficient batches, it can reduce the cost of parts.