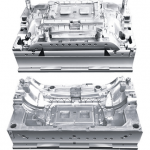
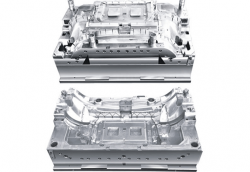
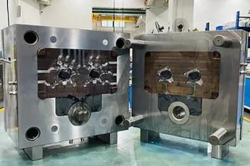
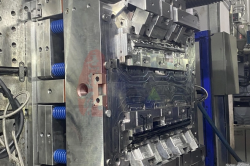
Plastic Injection Molding
With more than 20 years of experience in the injection molding industry and equipped with ISO Class 8 Clean Room, we offer Medical Contract Plastic &Rubber Injection Molding, Custom Injection Molding, Insert Molding and Over Molding by more than 40 injection machines that range from 10 to 1000 tons of clamping pressure and are keep growing every day.
Packson is an ISO 13485 and ISO 9001 certified medical injection molding company. We are a cutting-edge company that specialized in plastic injection molding and contract manufacturing for OEMs like BD, Lear, and Wondfo. Except for Medical, we also work for different industries such as Automotive, Airplane Components, Electronic Products, Consumer Products, Packaging, Toys, Construction, and Agriculture.
Not all customers will place an order of a million parts to get started. We are able to produce customized molding qty according to your personal solution and fulfill your needs. We will check color, appearance, and tolerance by quality control at every step during the manufacturing process.
Our great efficiency and good control that convert into a better quality product with a more competitive price by investment in equipment and QC system. This is also the most important factor that we can provide good quality parts on time.
Plastic Injection Molding Details and Options
Packson Injection Molding Capabilities
Prototyping
On-Demand Production
Lead time
Make your mind in real in 10-25 days; including 24-hour quote responses with design-for-manufacturing (DFM) feedback
Make your mind in real in 20-40 days; including 24-hour quote responses with design-for-manufacturing (DFM) feedback
How to Choose
Complete design or equipment iterations and evaluate cost or manufacturing compromises.The primary objective is to reduce design risks, enhance R&D productivity and accelerate product commercialization.Typical Volume: Less than 5,000.
The design and configuration are finalized and the aim is to supply chain risks, quality and TCO.Consistency in production parts is critical.Requiring inspection files and information on casting ability.
Mold Cavities
Single & family molds
Single, multi-cavity, and family molds;
Machines Available
10-1000 press tonnage
Inspection and Certification Options
ISO9001,ISO13485,ISO 7&8 Medical Clean Room Molding
Mold Life
Less than 5000 shots
Unlimted
The Tolerances in the Steel
Achieve the tightest tolerance ±0.005mm/0.002inch
The Tolerances in the part
Achieve the tightest tolerance ±0.01mm/0.004inch
Inspection Documentation
Critical-to-Quality First Article InspectionCritical-to-Quality 30-part capability studyCritical-to-Quality dimensions checked during all runsScientific molding process validation reportCMM measurement technology
Other Options
Consultative Design and Tool Services for freeFinal Finishing OptionsNo MOQQuick-turn shipping in as fast as 1 day
Made Possible With Packson – Your Professional Plastic Injection Molding
Equipped with 10,000 square foot plastic injection molding factory and facility, which is located in Dongguan, Guangdong. We build all kinds of molds from easy prototyping to full production molds like multi-cavity,2K mold, liquid silicone rubber mold, inserting mold, and our molding press up to 1,000 tons. We use world-leading equipment including CAD/CAM, high-speed CNC machines, wire-cut EDMs imported from Switzerland, milling machines, drill machines also grinders. Our experienced team of engineering, plastic injection mouldding makers are able to work together to build good molds for the production molding part. What kind of part do you need to make? No matter what, you can count on us and we will help you convert your idea into reality by our professional teams.
Apart from good teams of plastic injection molding companies in China, the following points are also very important for us to be a good plastic injection molding manufacturer:
l Equipped with ISO class 8 Clean Room
l Scientific Injection Molding Technology
l Well-developed QC system
7 Steps In Plastic Injection Molding Service
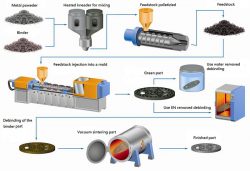
7 Steps in the plastic injection molding process cycle:
Filling material into the barrel
Plastic resin is supplied in raw granules. They are dried to the correct water content, and then if needed, they can be mixed with coloring masterbatches or pigments.
Melt and Mix material
The dried granules are placed in the feed hole of the molding machine. An alternative screw inside the machine barrel will carry these materials to the mold while heating them.
Closes Mold
Every half of the mold is fixed to the injection molding machine. A half is permitted to be moved. The hydraulic clamping unit pushed the mold halves together and exerts enough force to hold the mold tightly shut while the granules are injected. These two partial mould will be pushed together by the hydraulic system in order to hold the mold tightly shut while the granules are injected. The time it takes to close and tighten the mold depends on the machine-large clamping forces) will take longer.
Inject the plastic into the cavity of the mold
The injection molding pushed raw material into a mold. In this process, the melted plastic is then injected into the mold very rapidly and the pressure packs build up and hold the material. The injection time is hard to calculate precisely because of the complex and changing flow of melted plastic in the mold. But it can be estimated depending on the volume injected, the pressure, and power.
Cooling melted material in the cavity.
The melted plastic inside the mold starts to cool when it touches with inside surfaces of the mold. While the plastic cools, it will freeze in the shape of the required part. But there may be some appear sink marks on the part in the cooling. Packing the material at the injection enables an extra material to drain into the mold and reduce the amount of visible shrinkage. The mold can’t be opened unless the necessary cooling time has passed.
Open mold
These two halves of mold will be split by a hydraulic system as well.
Ejection
Once the time has elapsed, the cooled part can be ejected from the mold through the ejection system which is fixed to the back half of the mold. Once the mold is opened, the part will be pushed out by the mechanism. The force must be suited to eject the part as when cooling, the workpiece shrinks and adheres to the mold.