Silicone Rubber Injection Molding
Silicone rubber injection molding has more than a half-century history since the late 1970s. There are two molding ways of it: Liquid Silicone Rubber Injection Molding (LSR) and Solid Silicone Rubber Molding. There are thousands of applications of silicone rubber injection molding in various industries like medical, automotive, electronics, etc.
As the one of professional silicone injection molding companies, Packson has been working with silicone rubber injection moldnig for many years. Especially for liquid silicone rubber injection molding, we have become OEMs supplier of BD medical for producing medical rubber cathethers. We have the capability to offer liquid silicone rubber injection molding service that start from prototyping to serial production manufacturing.
At Packson, we have equipped with more than 9 liquid silicone rubber injection molding machines with ISO class 8 cleanroom that meets the need of medical contract manufacturing. We are able to provide quick, high-quality service and our professional engineering team who has rich experience in liquid silicone rubber injection molding, to help you in the whole project process. Contact Packson today if you need liquid silicone rubber injection molding service.
Silicone Injection Molding Details and Options
Silicone Injection Molding Details and Options
Lead time
Make your mind in real in 10-30 days; including 24-hour quote responses with design-for-manufacturing (DFM) feedback
What kind of products should Choose LSR
Drug delivery systemsSkin contact devicesValvesSyringe stoppers
How to Choose LSR/HCR in your project
Determining whether LSR or HCR injection moulding is the best choice for your project depends largely on how much production you will need. In general, HCR injection molding is better applied for small volume production. On the contrary, LSR injection molding is more suitable for massive production.
LSR VS TPE
Advantages:Reasonable wall thicknessesCored uniform wall thicknessNo sharp cornersGradual transition from thick to thin thicknessLimitations:Not for high heat or extreme cold applicationsNot inherently UV stableNeed to follow conventional good plastic part design guidelines
Industries
Automotive;
Consumer Products;
Special Applications;
Medical And Healthcare Consumables And Devices
Benefits of LSR in Medical areas
High BiocompatibilityInorganic and hypoallergenic natureLack of odor/tasteOzone & UV-safeThermal stabilityLifetime service of the part
Benefits of LSR Solution
Reduce wasteLeverage the material’s characteristicsDeliver consistently high precision parts and componentsAnd all of these at global competitive conditions
Mold Cavities
Single, Multi-cavity, and Family molds;
Machines Available
200 press tonnage
Inspection and Certification Options
ISO9001,ISO13485,ISO 7&8 Medical Clean Room Molding
Mold Life
Less than 5000 shots
The Tolerances in the Steel
Maintain the tolerance ±0.005mm/0.002inch
The Tolerances in the part
Maintain the tolerance ±0.01mm/0.005inch
Material
Standard SiliconeMedical-grade siliconeOptical-grade siliconeFluorosilicone
Mold Finish
PM-FO TO & F1SP1 C1 TO A2
Other Options
Consultative Design and Tool Services for freeFinal Finishing OptionsNo MOQQuick-turn shipping in as fast as 1 day
Custom Silicone Rubber Injection Molding Service For Your Business
Liquid silicone rubber molding parts have the feature of durability with good tensile strength and are used to high volume, tight tolerance. Therefore it is widely used in various industries especially for medical parts.
Here are the advantages of liquid silicone rubber:
l Excellent insulating properties, good for tight tolerance/precision components
l Good tensile strength with high/low-temperature extremes
l Good resistance for water, oxidation also some chemical solutions like acids.
Silicone Rubber injection Molding Process
The silicone dousing unit starts in two parts
composed A and composed B pumps one Part A silicone and one Part B silicone via separate hoses to the static mixer. Cylinder A contains the basic material. while cylinder B contains a catalyst. In addition, color is pumped to the static mixer via another hose. The mixed components are then fed into the throat of the injection molding barrel by way of a shut-off valve. This is the whole process of silicone rubber injection molding.
Sealing against the mold
Once the silicone material is inside the barrel, a shot of the cool mixed silicone advances to the mold as the nozzle seals firmly against the silicone rubber liquid mold.
Injection
The nozzle shut-off valve opens and a measured shot of cool liquid silicone is injected into a hot (275F to 390F) clamped silicone rubber liquid mold.
Barrel retracts from the mold
The nozzle shut-off valve opens and the barrel retracts from the silicone rubber liquid mold, while the screw begins to build another measured shot of cold liquid silicone.
Closes and repeats the procedure
After the cycle is complete, the mold opens and the piece and flashing can be taken off automatically or by an individual worker. After that, the mold closes and repeats the procedure.
Post-molding process
After removing the article from the mold, the post-molding process may include demisting, post-curation, inspection, and packing.
Silicone Rubber injection Molding Application
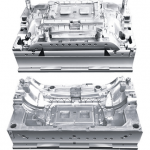
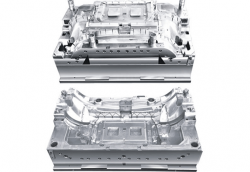
Molding Parts
-Silicone rubber injection molding can be qpplied in molding parts. Moulded part is a good way for low quantity production from dozen to hundred of the part even millions of parts. The molding part is better than the part machined by CNC or 3D printing with the same material. The right choice for resin used in the molding part allows for a wide range of properties. Mold is essential medial for the molding part. So molds machined by CNC and Wire cut EDM with high precision and tolerance are enable make thousands of parts.